保定安润新材料科技有限公司
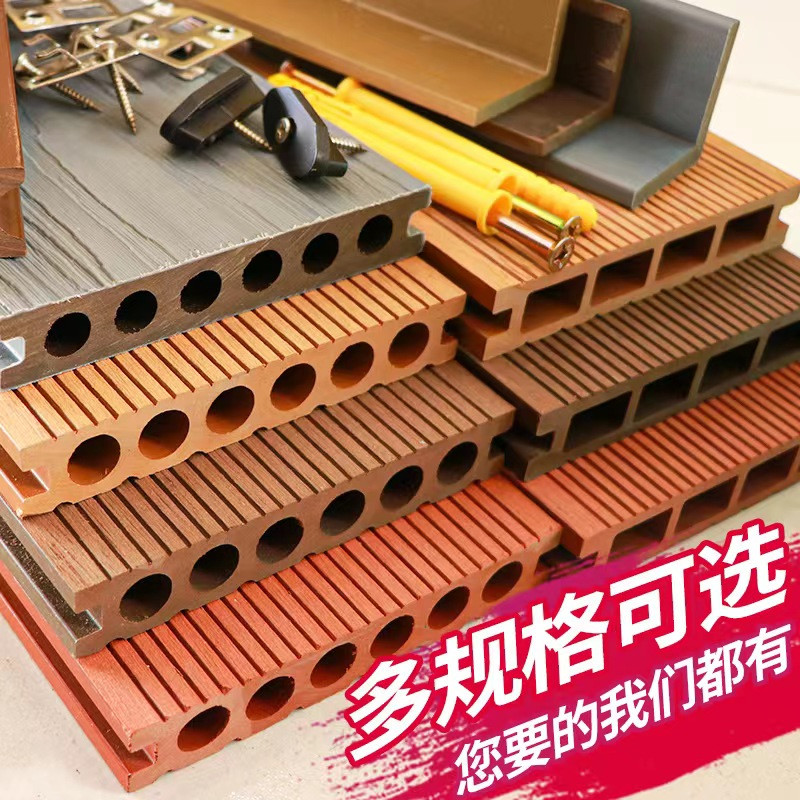
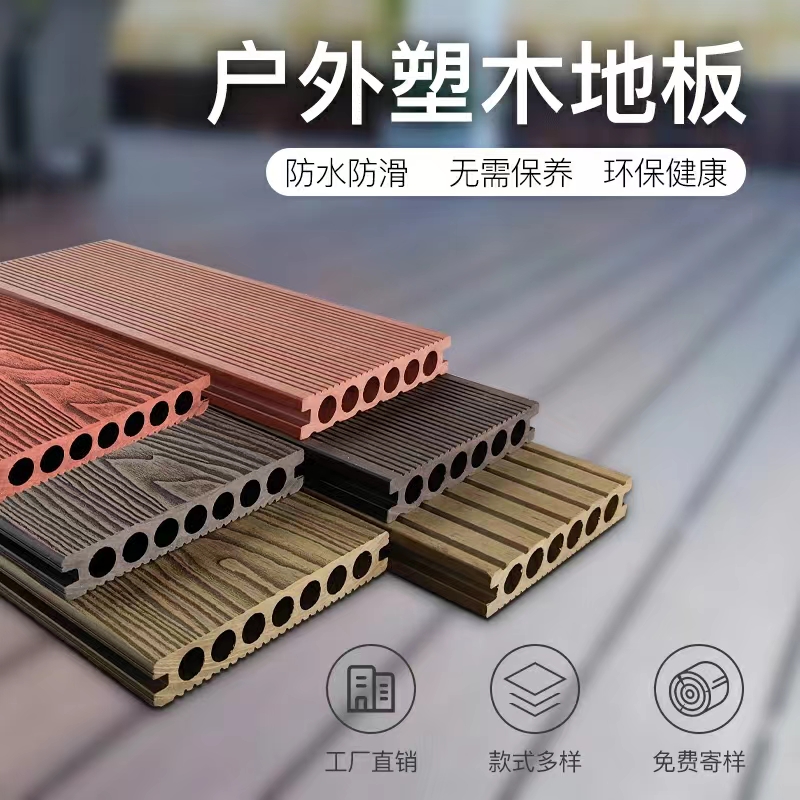
保定安润新材料科技有限公司是一家塑木复合新材料生产、加工、销售、安装设计及应用为一体的企业,公司拥有27条生产线,有专业安装施工团队,公司坚持技术创新,创造绿色、健康的景观环境。公司主要销售:塑木地板、塑木护栏、塑木围栏、塑木栅栏、塑木座椅、塑木墙板、二代共挤地板、塑木凉亭、塑木长廊、塑木方孔地板、塑木圆孔地板、塑木实心地板、3D在线压纹地板、木塑地板、塑木拼装(DIY)地板、塑木配件等各类户外塑木产品。本公司凭借雄厚的经济实力,完善的塑木产品生产线和生产工艺,拥有成熟的商业理念,良好的合作信誉。拥有全自动化螺杆混料机,异型挤出机、双螺杆挤出机、成型机等多台自动化生产线。塑木优点:防腐环保、防...
查看更多